�������NO.1�����ӡ���������������
2020-01-09 09:01:48 �����
ijʳƷ�豸������ҵ��ֳ��ɹ���һ��304����������������ơ�ƾƹޡ��־�ʹ��ǰ����ҵ���żӹ���ֱ�Ӽ��ߺͿ�ƽ���ߣ���������������з��ֲ���ֱ�����ڰ���ƽ���Ѿ�Ӱ�쵽��Ʒ������������ֳ�������������顣
�ֳ��ڽӵ��û���Ͷ�ߺ����ϰ��ż�����Ա���ֳ��˽���������Ѷ��߸ְ���濴��ȱ�ݴ��������ԣ��ش��ֿ��ȷ������н������ָС�
Ϊ�˽�һ���˽�����ְ��ʹ�������������Ա��ר�����û��˽�������ơ�ƾƹĹ������̣�����ͼ����

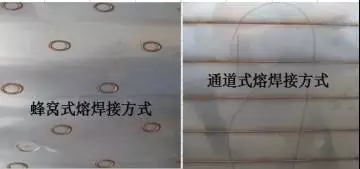
������֪�������304�������ƹ����У��ɲ��÷���ʽ���Ӻ�ͨ��ʽ�ۺ��ӷ���������ͼ�������ڲ��ҵ��������������ӡȱ�ݣ�ʹ�������֡��������ָ����ۺ��ӹ������γ�����ۺ���������ٴβ��ۺ���ͬʱ����30�Kˮ���飬�ٽ���Һ���������顣

һ����ԣ�Ϊȷ���ֲı��棬�����Ʋ�����ֹ����У�ͨ����ѧģ�Ͷ�������ȴˮ��ˮ���Ŀ��ƣ���߾�������ͷ��ҧ���¶ȣ����ٶ�����������Ե����µľ�������������ĥ����Ӧ�������������Ӳ�Ȳⶨ���Ա�֤��������Ӳ�ȡ�
ͬʱҲ˵���������������У�����һ����ʧ����ɽϴ����ʧ����ҵҪ������Ʒ�г������������������û���ʵ����Ҫ���ɹ������˽��û����������չؼ����Ƶ㼰����Ҫ���û����⣬ֻ�����û���յ㣡
- ��һƪ����304����ֹ�Ӧ����ʴʧЧ��������������� [2020-01-09]
- ��һƪ��430�ϸֻ��ռ۸� 2020��һ�·ݷϲ���� [2020-01-09]